daras pisze:Fajne takie CNC, ale takie proste operacje jak zatoczenie, splanowanie czoła i ucięcie, to chyba szybciej zrobisz na suwmiarkę.
Sam myślę nad przeróbką swojej tokarki, ale bez głowicy wielonożowej to nawet nie ma sensu się za to zabierać.
Nigdy w życiu - nie zapominaj, że ja nie miałem na tym żadnych skal, pokręteł z podziałkami, etc. Co do magazynu narzędzi - najprostszym będzie imak typu Multifix z kilkoma oprawkami, można też na suporcie postawić dwa lub więcej zwykłych imaków, i operować nimi zmieniając układ odniesienia.

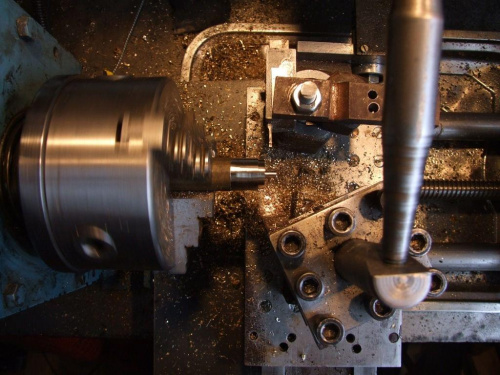
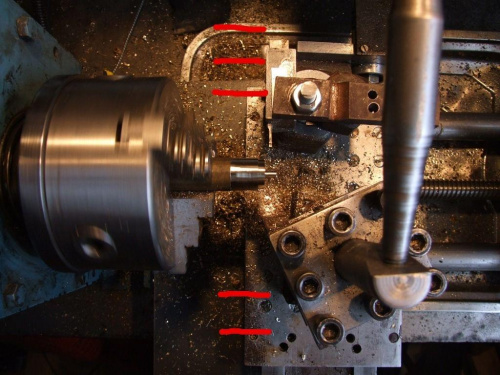
Widoczny na zdjęciu detal robił się, jak byłem poza domem - zabielenie powierzchni na całej długości detalu, splanowanie czoła wałka, wytoczenie dwóch czopów, cztery fazki i podcięcie za gwintem również z fazką. Ponieważ jeszcze nie uruchomiłem gwintowania, musiałem operację zakończyć w połowie odcinania gotowego detalu, jak wróciłem, to nagwintowałem to narzynką i odciąłem do końca detal .
Ręcznie na mojej tokarce bym nie zrobił dwóch identycznych, i nie chciałoby mi się nad nią stać godzinę czy dwie dla jednej sztuki.
I to wszystko zrobione jest jednym nożem - przecinakiem o szerokości 2 mm.